自调牵伸智能型FA389S高速并条机生产实践与应用

自调牵伸牵智能型FA389S高速并条机是采用人机界面触摸屏、高性能微电脑控制器(PLC)、高性能伺服电机及驱动技术,实现并条机牵伸倍数大小由传统齿轮调节升级为数字化自调牵伸,牵伸倍数通过人机对话设置后自动修正,使用中只需称重一次,输入标准干重量到“参考重量”,然后再输入需要的重量到“调节重量”值,系统就会完成智能调节,使出条重量达到要求重量。系统跟踪控制精度小于0.138%,最小棉条控制重量精度±0.04g/5m。FA389S并条机使每万锭纺纱厂减少运转保全工2-3人,是一款节能降噪,绿色环保的新型设备,是提高纺织质量和纺纱厂经济效益的有效途径。
一、推广自调牵伸智能型FA389S高速并条机的意义
并条机是纺纱流程中必不可少的设备,传统的并条机牵伸罗拉之间采用齿轮(或同步带轮)分配各罗拉之间的转速,传统并条机改变出条重量时就需要改变轻重牙轮或冠牙轮,有时需要改变三次齿轮才能将出条重量调节到需要值,这种传统方法存在以下问题:
1、改变牙轮会给厂房地面淋油,污染地面,工人服装上沾油。
2、车头齿轮箱和车尾齿轮箱传动复杂,工艺牙轮更换时间较长,对保养人员要求高。
3、齿轮式(或同步带轮)传动结构复杂,零件制造周期长,运行消耗能源大,制造成本高。
二、FA389S高速并条机主要技术指标
1、眼数:2
2、眼距:570mm
3、设计输出速度:100~700mm/min变频无级调节
4、喂入机构:
(1)并合数:6~8根
(2)喂入条筒尺寸:
|
直径(mm) |
φ350 |
φ400 |
φ500 |
φ600 |
φ800 |
φ1000 |
|
高度(mm) |
915、1100、1200 |
|||||
(3)导条形式:高架积极式顺向喂入
5、牵伸:
(1)牵伸型式:四上四下附导向辊、压力棒式双区曲线牵伸
(2)数字智能总牵伸倍数:5.00 ~ 15.00
(3)罗拉直径(mm) :
|
次序(由前至后) |
1 |
压力棒 |
2 |
3 |
4 |
|
直径 |
φ40 |
φ12 |
φ35 |
φ35 |
φ35 |
(4)胶辊直径(mm):
|
次序(由前至后) |
1 |
2 |
3 |
4 |
5 |
|
包胶前 |
φ22 |
φ22 |
φ22 |
φ22 |
φ22 |
|
包胶后 |
φ34 |
φ34 |
φ34 |
φ34 |
φ34 |
6、胶辊加压:
(1)加压方式:弹簧摇架加压
(2)加压压力(牛顿):
|
次序(由前至后) |
1 |
2 |
压力棒 |
3 |
4 |
5 |
|
单侧压力 |
294 |
294 |
98 |
294 |
392 |
392 |
7、清洁:上清洁器采用欧门式积极回转绒套及清洁梳。下清洁器采用摆动丁腈刮圈。飞花、短绒、尘杂由上下吸风口进入棉箱。
也可选择金属擦辊式上清洁器及可移动式上吸风口。
8、圈条:
(1)圈条型式:大圈条
(2)输出条筒尺寸:
|
直径(mm) |
φ350 |
φ400 |
φ450 |
φ500 |
φ600 |
|
高度(mm) |
915、1100、1200 |
||||
9、电气自停及故障自诊断功能:
(1)工艺故障:远程---信号灯提示,近程---人机界面汉字显示。
(2)故障自诊断:机器出现故障系统会自动检测故障部位,并提出解决办法。
10、传动方式:
采用三角带、同步齿形带及齿轮传动。轴承采用进口及国内优质轴承。传动精度高、运转平稳可靠。
11、电动机:
主电机: 三相异步电机4kW 4极
伺服电机: 3kW
风机电机:1.1kW 2极 2900 r/min
自动换筒电机:0.2kW 4极附刹车装置
12、电源:三相交流380伏、50赫兹
三、FA389S高速并条机技术创新点
1、自调牵伸并条机FA389S出条速度实现100-700m/min无级调节。
2、总牵伸倍数数字化设置(无齿轮牵伸技术),牵伸范围4.00-15.00。
3、并条机的输出条子重量数字化设置:10.00-30.00g/5m,不需要更换轻重牙轮。
4、多项数字智能检测传感器应用,确保主牵伸倍数稳定可靠。牵伸倍数变化超过±1%时系统会报警停机。
5、双风道控制技术,确保两眼吸风量和负压一致。
6、上圈条采用同步带翻带导向传动,提高了传动的可靠性,降低了设备运行的噪声。
7、车头及车尾采用进口齿形带传动,全密封结构,集中润滑加油。
8、电子式输出条剪断条技术,可满足长纤维自动换桶的断条要求,断条率可达98%以上。
9、可视化人机界面设计,预留计算机网络化接口功能。
10、“宝花”并条机计算机网络监控系统已经成功应用和推广。支持“宝花”纺机(手机APP)远程管理系统。
四、FA389S高速并条机关键技术及攻关情况
1、自调牵伸智能型FA389S高速并条机工作原理
FA389S并条机采用先进的计算机网络及通信技术实现基本构成,详见下图:
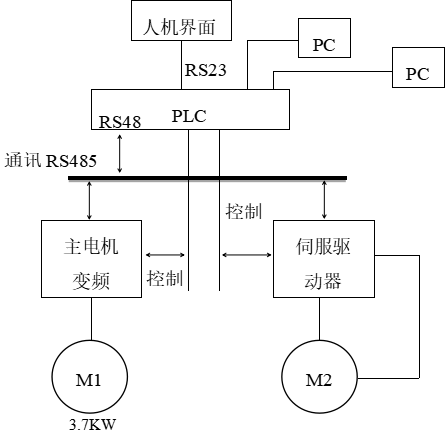
项目应用人机界面触摸屏---实现人机对话,完成数据显示和参数设置功能。应用变频器实现主电机无级调速功能,变频器驱动主电机带动一罗拉、前后压辊和上下圈条系统。高性能微电脑控制器(PLC)为主站、完成数据计算和控制。高性能伺服电机驱动二、三、四罗拉及喂入传动。精密光纤编码器实现信号传递和同步控制,确保系统工作稳定可靠。项目内部全部应用RS485通信,外部应用工业以太网络。
通过实验和测试FA389S并条机出条速度从100-700m/min无级调节。主牵伸倍数实现了数字化设置(无齿轮牵伸技术),牵伸范围4.00-15.00。输出条子重量数字化设置:10.00-30.00g/5m,不需要更换轻重牙轮。
2、FA389S并条机的双风道控制技术情况
传统并条机吸风机均在左侧,靠近左眼的风量和负压比右眼高,在生产中经常产生左眼轻条现象,对产品质量影响很大。FA389双风道控制是将主风道的风通过外风道引入到机器的中间部位、然后再通过内风道向左右眼分配,是两眼的吸风量和负压一致。本创新技术已被授权实用新技术专利。
测试数据见表:
|
数据 项目 |
左眼 |
右眼 |
主风道 |
|
牵伸区下吸风 |
3.25米/秒 |
3.25米/秒 |
|
|
牵伸区上吸风口 |
4.6米/秒 |
4.8米/秒 |
|
|
大罩与车面进气口 |
3米/秒 |
3米/秒 |
|
|
主风道负压 单位:水柱 |
|
|
低压:650 高压:930 |
通过测试和用户使用反应良好。
3、FA389S并条机的新型传动系统
由于一罗拉和压辊转速高负荷大、上下圈惯量大,因此将这部分传动采用变频电机驱动配有电磁制动。二、三、四罗拉及喂入采用伺服电机驱动随动于一罗拉的传动系统而设计,这种方案的特点:
(1)车头及车尾传动带轮直径小、转动惯量小,响应速度快。
(2)车头及车尾箱体采用全密封技术,解决了传统齿形带牵伸齿槽夹花产生的机械波等问题。
(3)车头及车尾箱体的带轮采用了集中润滑加油技术,能够快速保养设备。
(4)新型上圈条交叉同步带式传动技术,FA389S并条机在后压辊轴左端安装同步带轮作为动力输出,在并条机车面上安装轴承座,导向轮座及张力调节座等部件,各同步带轮之间通过同步齿形带连接,把动力传递至上圈条。在动力传递中采用了交叉式同步齿形带的传动方式,做到了传递方向的90度转换,缩短了传动链;同时由于采用了齿形带,做到了传递准确避免了平皮带可能产生打滑的问题。对各个整个上圈条传动比例做了合理配置,做到传动准确,结构可靠,安装方便,最后在圈条张力座上选配圈条张力牙来调节各种条桶规格的参数,通过使用效果良好。本创新技术已被授权实用新技术专利。
4、FA389S并条机配置有电子式输出条断条技术。
五、FA389S高速并条机工艺性能测试
|
数据
项目 |
左 眼 |
右 眼 |
点 动 |
|||
|
重量不匀率 |
条 干 |
重量不匀率 |
条干 |
重量不匀率 |
条干 |
|
|
车速(浅桶) 350m/min |
0.23% |
2.34% |
0.47% |
2.3% |
|
|
|
车速(满桶) 350m/min |
0.09% |
2.76% |
0.38% |
2.48% |
0.41% |
2.75% |
|
车速(浅桶) 500m/min |
0.18% |
2.7% |
0.19% |
2.6% |
|
|
|
车速(满桶) 500m/min |
0.25% |
3.11% |
0.32% |
3.09% |
0.45% |
3.16% |
1、纺织品种:纯棉32S,纤维长度29mm。
2、纺纱工艺:3.5×5×10压力棒前移1.5。
3、牵伸分配:头并4.28×1.018×1.51;末并5.59×1.018×1.26。
4、平均条干CV%值:2.67%;平均重量不匀率:0.264%;其并条质量指标达到乌斯特公报5%的水平。
六、总结
FA389S型高速并条机是“宝花”并条机FA389的升级换代产品,其继承了原有机型的稳定可靠,提高了智能化和自动化水平,更是兼顾了经济实惠,是追求性价比客户的首选机型。
